| 提交询价信息 |
| 发布紧急求购 |




|
|
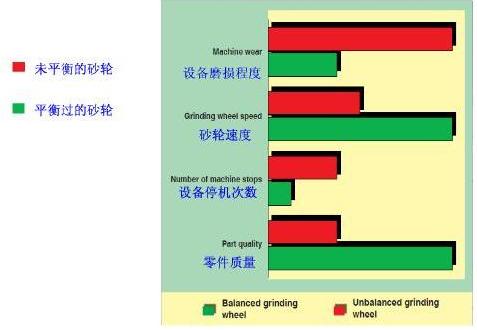
磨床主轴高速回转时会产生大的离心力,由于离心力的作用具有周期性,导致机件产生振动,无形中增加轴承及主轴等机件的负荷与摩耗,若机械的振动一直无法获得有效的修正与改善,砂轮就无法获得稳定的切削,因此容易产生研磨振浪、工件烧焦裂损、加工面粗度不良等異常现象,除了严重影向研磨加工质量外,也大幅度增加了生产成本,除此之外机件的寿命如轴承与主轴势必减短,增加更新或维修的费用与成本!
若磨床配备了VT800砂轮线上动平衡校正仪砂轮动平衡仪 ,在校正过程中它会随时监测目前磨床的振动狀态告知平衡块调整角度,并可以携带对车间的多台磨床随时校正,因此VT800除了能保障磨床轴承与主轴的寿命外,更加方便、实用、便捷的多功能动平衡校正仪器是很多磨床厂或部件加工厂的必备法宝!产品特色:
1、动平衡校正+转速监测+振动监测三机一体功能强大
2、携带方便,可针对车间各种不同磨床进行砂轮动平衡量测与校正
3、动平衡校正精度高,zui佳平衡量0.01um振动值
4、内建可充电锂电池,蓄电力稳定待机时间长
5、可省掉新砂轮线外静平衡作业,直接在磨床上作动平衡校正
6、也可以延续新砂轮或原砂轮静平衡或动平衡的状态,直接进行动平衡校正,大幅缩短校正时间
7、在校正过程当中,主机LCD面板上的雷达图可实时显示砂轮当时的转速.振动量与重端角度
8、随机附赠一组适合各种不同砂轮尺寸的压克力材质角度环,除方便作业外也可大幅缩短校正时间
9、适用磨床:平面磨床、外圆磨床、无心磨床、光学投影磨床、
砂轮磨齿机、立式磨床、专用研磨机等
|
功 能 |
规 格 |
|
振动监测 |
实时监测砂轮的振动状态,当时砂轮的振幅与重端角度会显示在LCD上 |
|
新做动平衡 |
新换装砂轮时,可选用此功能进行砂轮动平衡校正 |
|
延续静平衡 |
已换装砂轮前已事先做过平衡,可选用此功能进行砂轮动平衡校正,方便快捷 |
技术参数
1.一般测量:
转速测量: 30~30,000 rpm
振动测量: 0.01~5000μm (峰峰值)
0.01~2000mm/s (有效值)
振动分析: FFT 频谱分析
显示方式: 点阵图形 64X240点阵图形液晶汉化菜
键 盘: 八键
2.动平衡测量:
测量点数: 双通道 单测点或单面 双测点或双面
振动信号频带: 3Hz~1KHz
同频工作转速: 180~30,000 rpm
同频振幅量程: 0.01~5000μm (峰峰值)
振动烈度量程: 0.01~2000mm/s (有效值)
相位精度: 0-360°±1 °
不平衡量减少率: ≥95%
为确保磨床加工精度,主轴轴承外壳处测得的许可振动位移量(峰-峰值)应控制如下:
磨床 许可振动量范围:
螺丝磨床: 0.25-1.50um
齿轮磨床: 0.25-1.50um
成型轮廓磨床: 0.75-2.00um
内外圆磨床: 0.75—2.50um
无心磨床: 0.75-2.50um
平面磨床: 0.75-3.50um
双端面磨床: 1.20-5.00um
(注:具体许可值与加工件公差及尺寸相关,有可能低于此表下限 。)
 VT800砂轮动平衡仪
VT800砂轮动平衡仪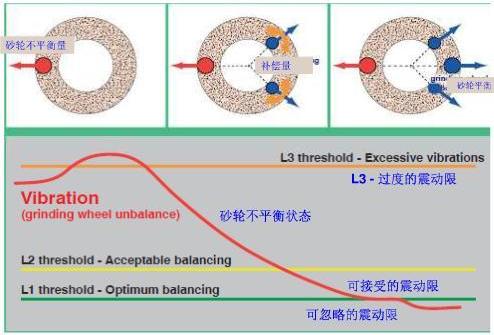
砂轮是一个非均质的黏结体,旋转时因质心偏移回转中心而产生振动,严重危害研磨质量。
因质量偏心所引起的振动会随转速加快而剧增,因此经静平衡过的砂轮在高速研磨作业时仍然会产生相当的振动,同时砂轮安装时与主轴的间隙及砂轮气孔中研磨液的吸附,也会增添附加的不平衡,另外砂轮在研磨过程中的摩耗与修整,使得初始砂轮的静平衡状态渐趋恶化。
所以,不论再好再的磨床与砂轮,如果缺少实时的在线动平衡校正,都很难确保持续且稳定的研磨精度与质量。砂轮线上动平衡校正仪不需要卸下砂轮,在磨床上调整砂轮平衡块来做动平衡校正。
 免责声明:以上所展示的[VT800 砂轮动平衡仪]信息由会员[宝应宝飞振动仪器厂]自行提供,内容的真实性、准确性和合法性由发布会员负责。
免责声明:以上所展示的[VT800 砂轮动平衡仪]信息由会员[宝应宝飞振动仪器厂]自行提供,内容的真实性、准确性和合法性由发布会员负责。网站首页 | 最新产品 | 关于我们 | 联系方式 | 网站地图 | 网站留言 | 广告服务 | 浙ICP备10048950号-1
服务热线:(0571) 81021182 | 传真:(0571)81021183 | 邮箱:info#yi7.com (请用"@"替换"#")
| 传真:(0571)81021183 | 邮箱:info#yi7.com (请用"@"替换"#")
客服热线:0571-85107279 展会合作:0571-85107279 友情连接:
©2010-2020 仪器交易网 All Rights Reserved